


















This is the Y-axis conversion portion of my Sherline CNC Conversion.
|
|
This is what the base of my machine looks like with the hand wheels removed. Notice that I am using an old 4000 series lathe base with the bronze ways. The newer machines use extruded steel instead of bronze. Also, I had previously modified the "lathe" to use a 13" mill table instead of the 4" lathe cross slide. |
|
|
Removing the the X axis table by hand is pain in the rear. Instead, I simply attach an electric drill to the shaft and let pull the trigger. It is off in seconds. |
|
|
This picture shows the X axis disconnected from the Y axis. |
|
|
Now it is time to start removing the Y-axis ways from the base. This is started by removing the Allen head screws on either end of the the ways. |
|
|
This picture shows the two flat head screws removed. What it does not show is all the grunting that was needed to remove one of the screws. It is was fastened really tight. (Yes, the family cat decided drop in and see what was going on.) |
|
|
Now the whole base is turned upside down to expose the two remaining Allen head screws on the base. (The bottom of the picture shows some of my tummy intruding into the picture.) |
|
|
The two screws were removed using the appropriate size Allen wrench. |
|
|
This picture shows the base separated from the Y-axis ways. |
|
|
The thrust nut and gizmo at the other end slide right off. |
|
|
The saddle nut is removed by removing the Allen head nut on the front of the black thingy (part number 40520.) |
|
|
The Allen screw comes right out using the appropriate Allen wrench. |
|
|
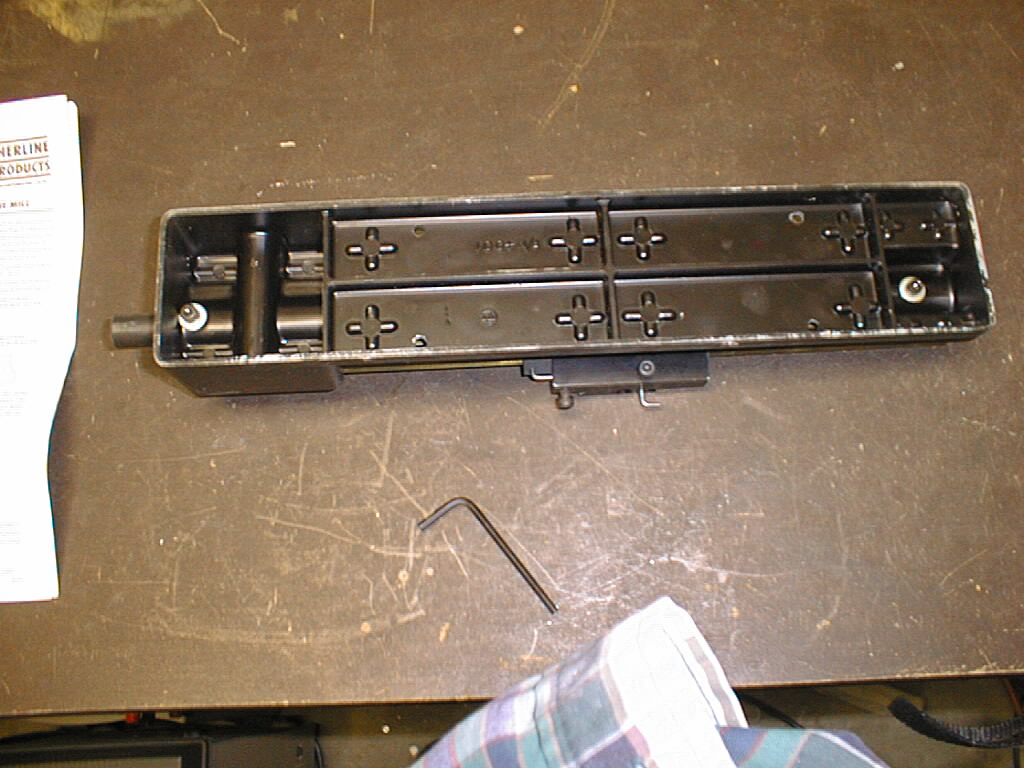
Disassembly is now complete, note that the old lead screw is completely removed. |
|
|
Now the Y-axis ways are mounted vertically in vice. A handy dandy combination square is used to get the ways mounted very close to vertical. |
|
|
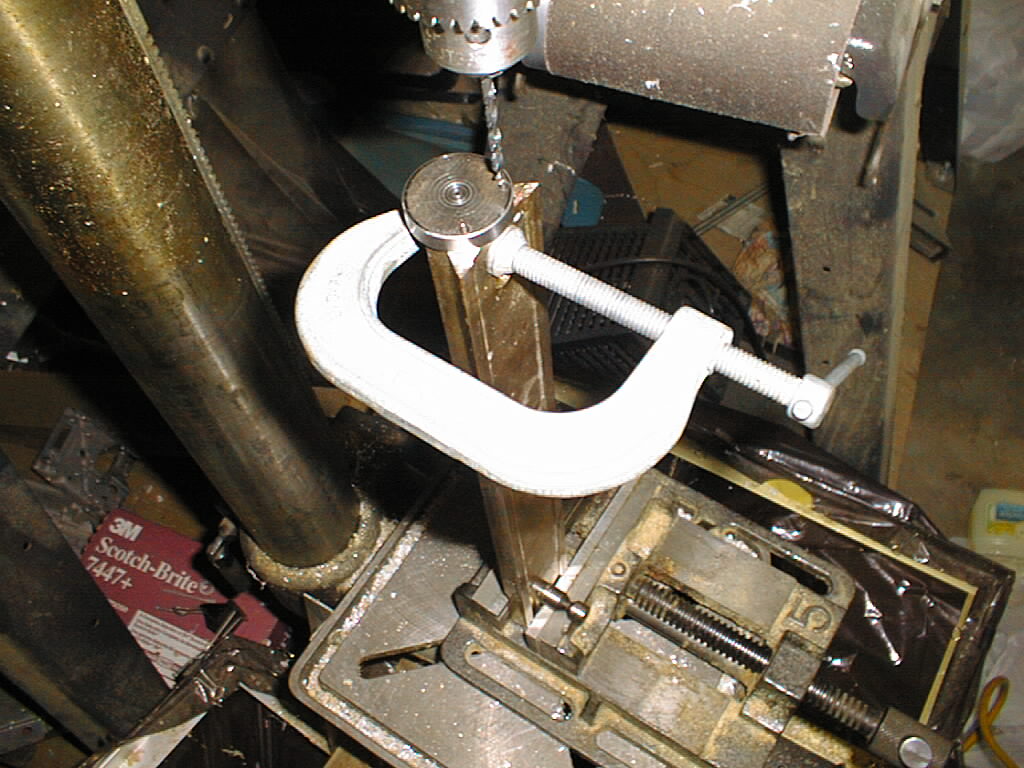
The round hole drilling template is attached using a C clamp. |
|
|
The two holes are drilled on my drill press using a #29 drill. The press table is pretty close to the floor. |
|
|
The holes are drilled using multiple pecking operations to clear the chips. You can see a bunch of chips on top of the template. |
|
|
The C-clamp is removed and the template is removed to expose the fresh holes. As usual, the camera flash washed out the holes in this picture. |
|
|
The holes are tapped using a #8-32 tap. As usual, for each half turn, a back up a quarter turn to clear the chips from the tap. When I hit bottom, I immediately stop to prevent the tap from shattering. |
|
|
Afterwards, the two tapped holes shine in all their glory. The flash attachment did a number on this picture as well. |
|
|
Due to a screw up on my part, I lost a whole bunch of pictures. So I do not show the reassembly very well. This improperly centered picture shows the stepper motor being attached. |
|
|
This is the picture of the finished Y axis. |